Explication du fonctionnement:
Soudure à l’arc en continu par fil fusible. Le principe de la soudure à l’arc tient dans le principe de l’élévation de température au point de fusion par l’utilisation d’un arc électrique. C’est l’échauffement créé par la résistivité des métaux parcourus par l’électricité qui élève la température au point de soudure jusqu’à celle requise pour la fusion du métal. la température de l’arc avoisine les 4500°C.
Le matériel :
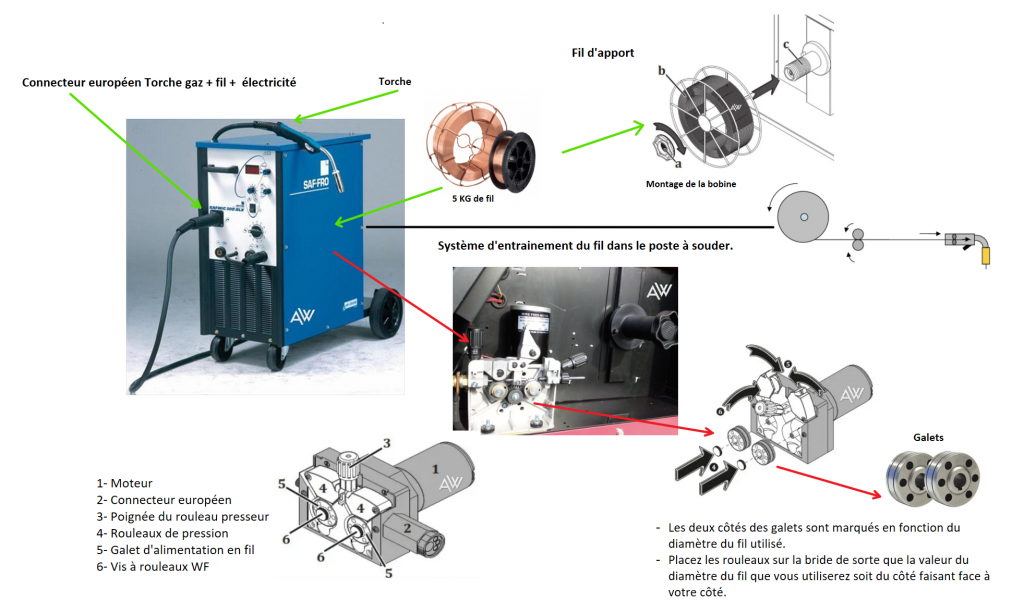
1: le poste
2. La torche de soudure MIR/MAG
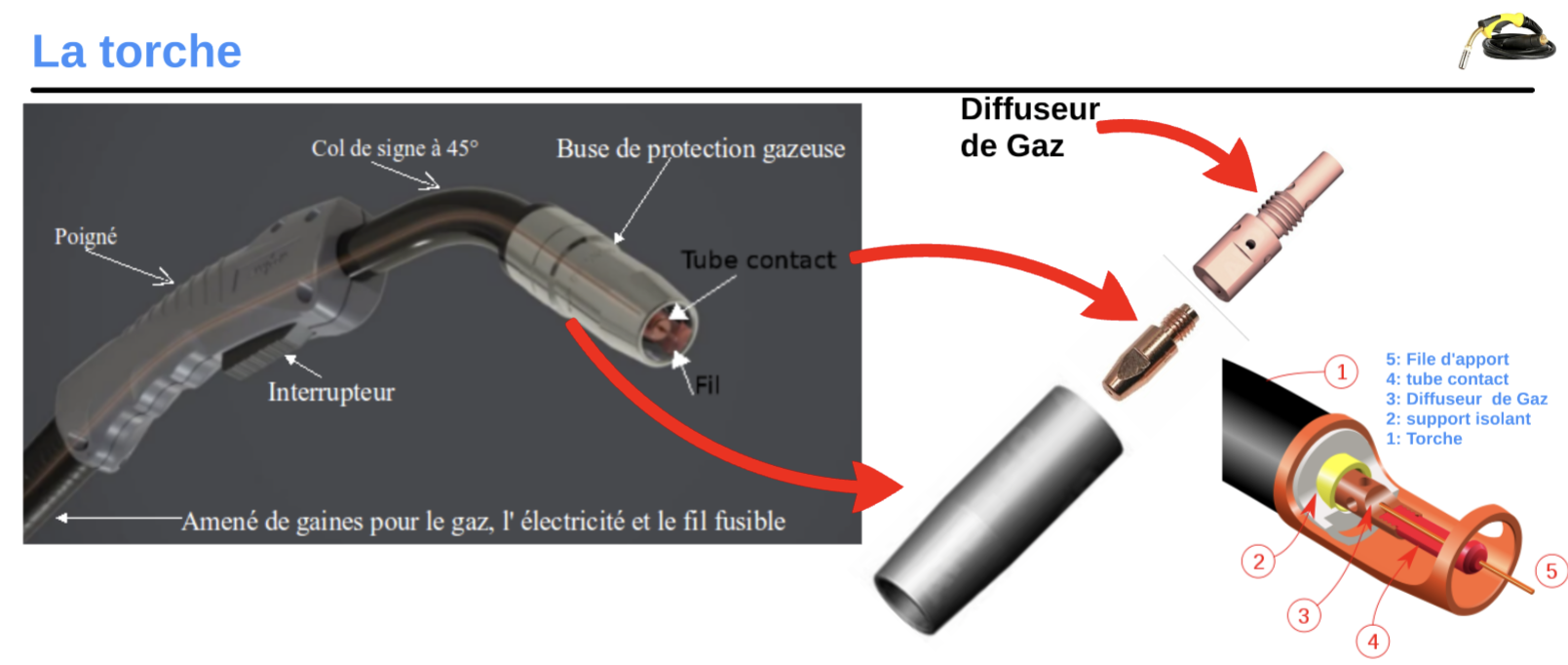
Choisir sa torche MIG MAG
Il existe des centaines de modèles de torches différentes dans le commerce. Chacune d’entre elles a une utilité et correspond à un besoin. Il convient de comprendre son fonctionnement et de savoir analyser ses caractéristiques techniques pour faire le meilleur choix. La torche idéale est un compromis entre les performances, le poids, l’ergonomie, la fiabilité et le prix. Une torche vendue et utilisée en France doit agrée CE EN60974-7. Il existe des torches avec des consommables standards, et d’autre avec des consommables spécifiques à la marque.
- Buse
Il en existe de plusieurs tailles. Le diamètre et la forme de sortie sont variables suivant l’utilisation. Il existe aussi plusieurs systèmes de fixation :
- Standard : avec des fentes droites, la buse la plus courante.
- Quick release : avec des fentes inclinées, plus la torche est chaude plus la buse est serrée sur le col de cygne. Pas de risque de chute de la buse en cours de soudage.
- Vissée : bonne tenue de la buse mais plus chère à l’achat.
2. Tube contact.
Probablement la pièce la plus importante de la torche, c’est lui qui électrise le fil de soudage. Il subit beaucoup de contraintes, chaleur, projection …. Les filetages les plus courant sont M6 et M8.
Il existe deux qualités :
- Cu (cuivre). Qualité standard
- CuCrZr (cuivre, chrome, zirconium). Qualité supérieure, meilleure résistance à la chaleur.
- Diffuseur
Il a pour fonction de repartir correctement le gaz dans la buse. Il en existe en céramique et en plastique.
Le gaz de soudage :
Le débit de gaz pratique (CO, Ar, mélange) est de 10 fois le diamètre du fil.
Par exemple le cas échéant, si le diamètre du fil est de 0.9 mm, le débit de gaz peut être réglé à:
10 x 0.9 = 9 l/min.
Vous pouvez utiliser le tableau sur le côté pour un réglage plus précis du débit.
Exemple : 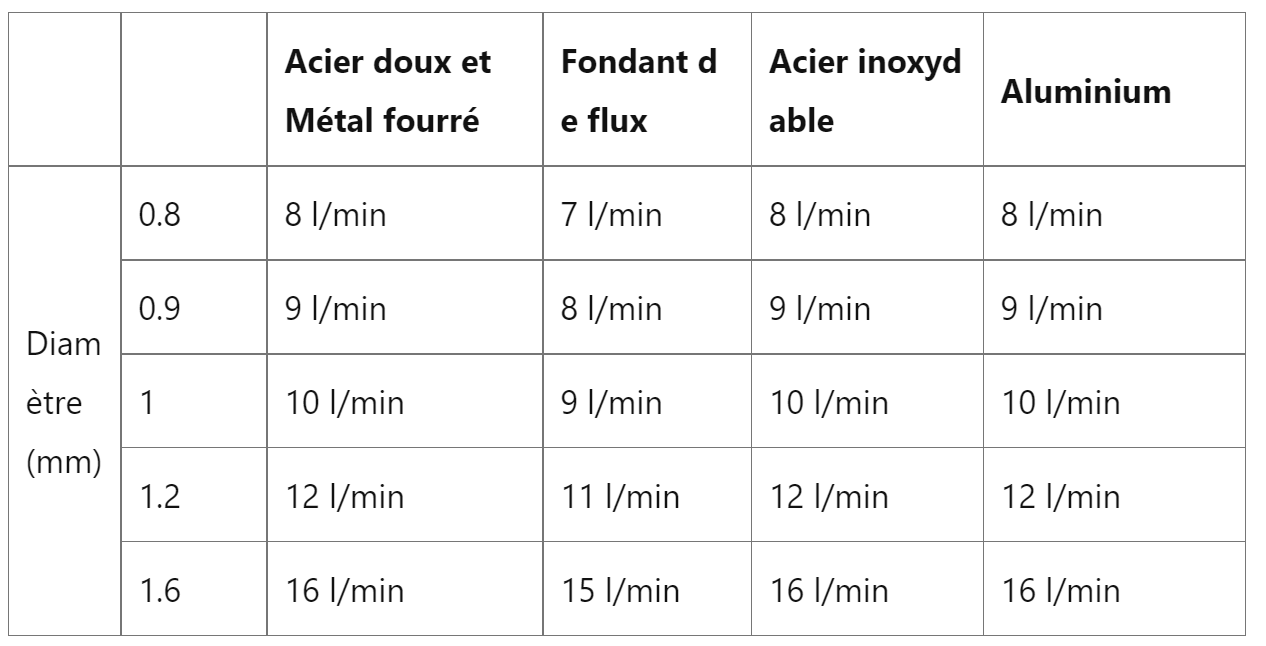
Remarque : Valeurs recommandées dans des conditions standard.
File électrode :
Il existe des fils électrodes de 0.6 à 2.4 mm de diamètre, il est à la fois source d’apport de métal ( de même nature à celle des pièces à souder ) et èlectro-conducteur ( pôle + de l’arc ). Le fil d’acier est recouvert d’un très faible dépôt de cuivre pour améliorer le passage du courant
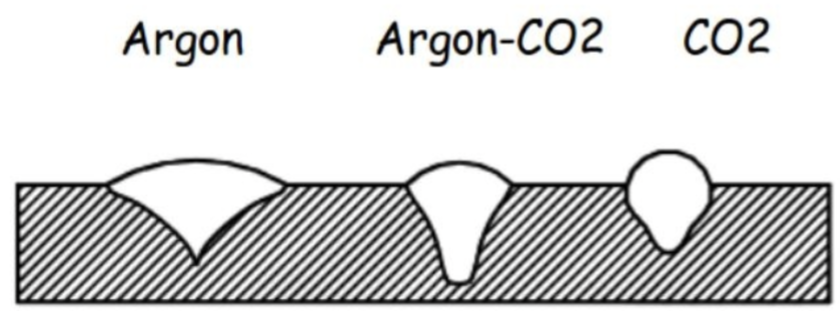
Le choix du gaz de soudage:
Il se fera en fonction du régime de soudage choisi. Par exemple :
Pour un régime en court-circuit, on choisira de préférence une protection gazeuse de CO² ou Argon + CO². mais on évitera l’Argon pur.
pour un régime par transfert globulaire, qui est un régime intermédiaire on pourra utiliser les 3 gaz.
pour un régime à pulvérisation axiale, on évitera le CO², en préférant l’Argon pur et le mélange Argon + CO².
Souder avec Argon + CO²:
Mélange couramment employé
Réglage assez simple.
Bon mouillage du cordon.
Bain de fusion plus chaud.
Prix plus élevé
Soudure plus sensible à l’humidité donc a l’oxydation.
Pour le MIG :
(Métal Inerte Gaz ) utilisé principalement pour les aciers inoxydables.
Ar
Ar + CO2
Ar + CO2 + H2
Ar + H
Pour le MAG :
(Métal Actif Gaz ) utilisé principalement pour les alliages légers et cuivreux.
CO2
Ar + O2
Ar + CO2
Ar + CO2 + O2
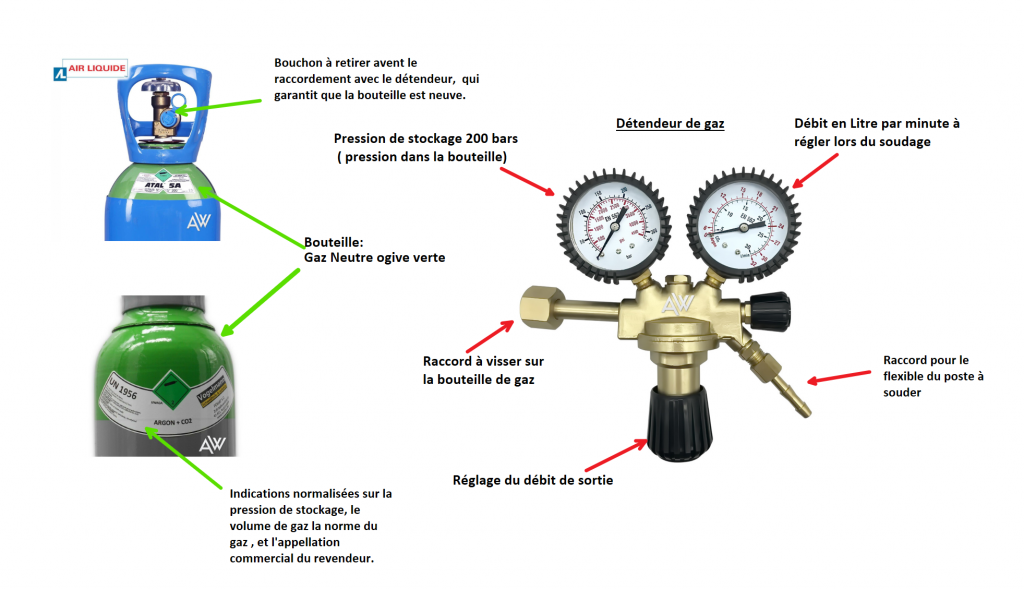
Détendeur de gaz:
Le gaz est stocké dans une bouteille de gaz à une pression définie en général autour de 150 à 200 bar, et doit être restitué pour faire fonctionner votre appareil à une pression différente. Le mécanisme du détendeur assure la transition entre les deux pressions. Il fait baisser la pression de l’argon en sortie de bouteille, mais n’est pas conçu pour fermer l’alimentation. Le détendeur doit être précis, mais aussi parfaitement constant pour garantir le bon fonctionnement de votre équipement.
Souder en poussant ou en tirant
En soudage MIG(ou MAG), on peut souder en poussant ou en tirant la torche . Bien que chacune des solutions présentent des avantages et des inconvénients, souder en poussant est la méthode la mieux adaptée à un soudage correct.
En poussant :
La pièce est préchauffée par l’arc, ce qui améliore le mouillage. Le bain de fusion est plus visible car il n’est pas caché par la torche. Le cordon est plus large et moins aplati (la pénétration est moins prononcée). .
En tirant :
Dans cette configuration de soudage, le bain de fusion est très chaud, très liquide et difficile à maintenir. Le cordon sera bombé et la pénétration plus importante. On ne voit pas le bain de fusion facilement, car il est caché par la torche .
Comprendre les modes de transfert d’arc pour le procède MAG

Tuto vidéo sur le MAG:
Le cours et la documentation technique ici :
fiche sur le poste