
ASSEMBLAGE THERMIQUE
SOUDAGE A L’ARC ELECTRIQUE PROCÉDÉ
T.I.G
Le terme TIG vient de l’anglais TUNGSTEN INERT GAS.
TUNGSTEN désigne l’électrode de tungstène
INERT GAS signifie gaz inerte
Le principe:
Un arc électrique jaillit, au sein d’une atmosphère neutre, entre les pièces à assembler et une électrode métallique réfractaire non consommable en tungstène pur ou thorié. Cet arc électrique est obtenu au moyen d’un générateur fournissant un courant alternatif ou continu.
Lors du soudage, l’électrode et le bain de métal en fusion sont protégés de l’air ambiant par un flux de gaz inerte tel que l’argon.
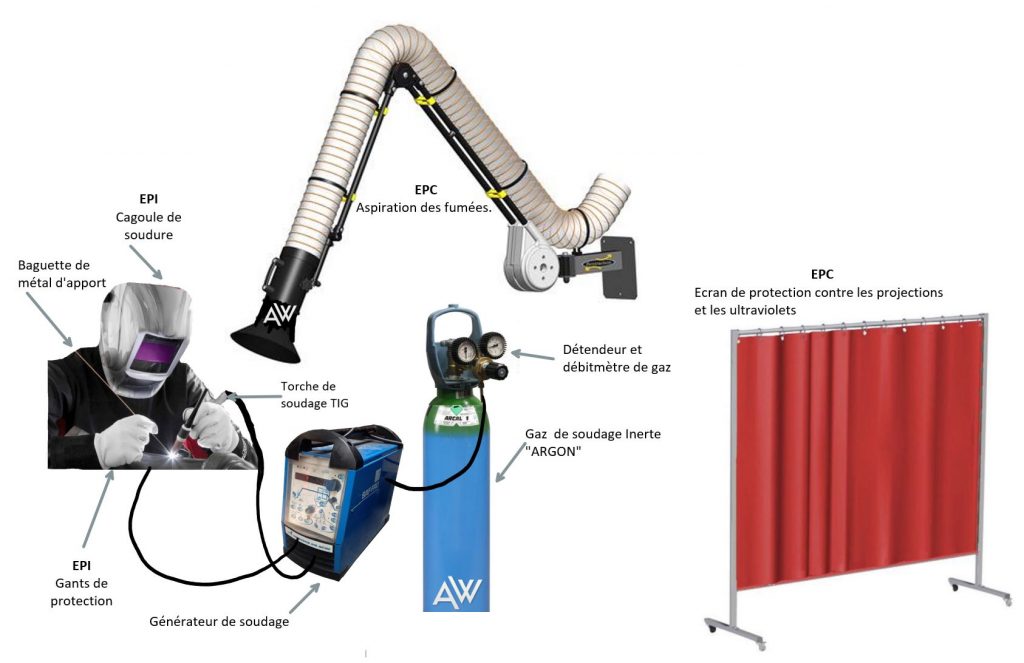
L’installation:
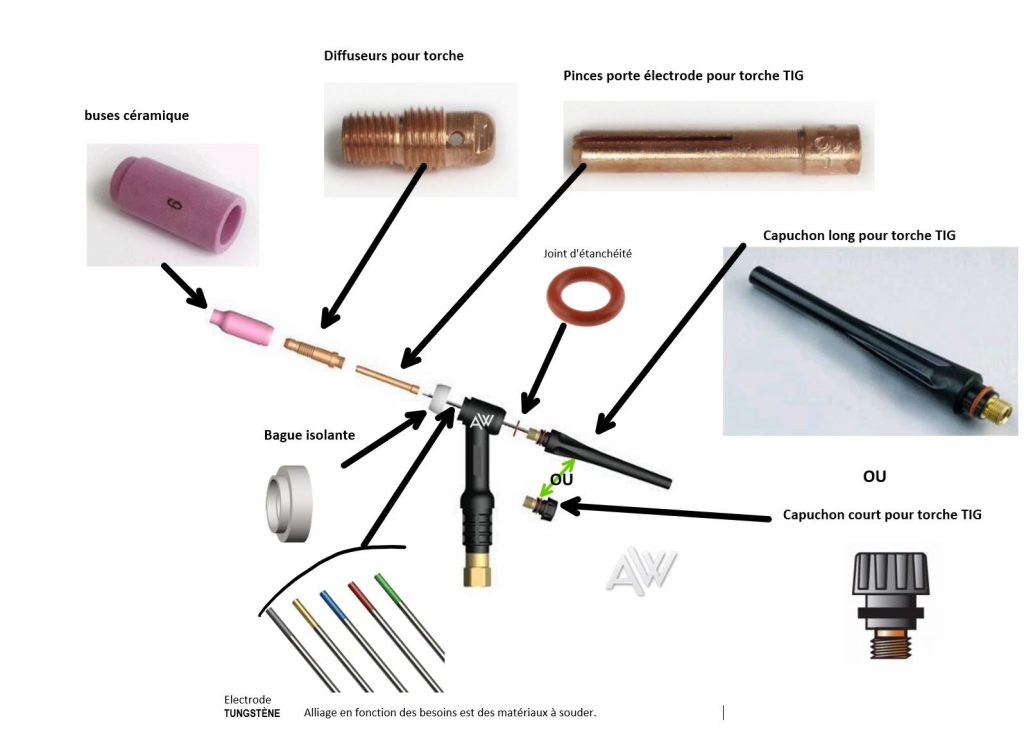
LA TORCHE :

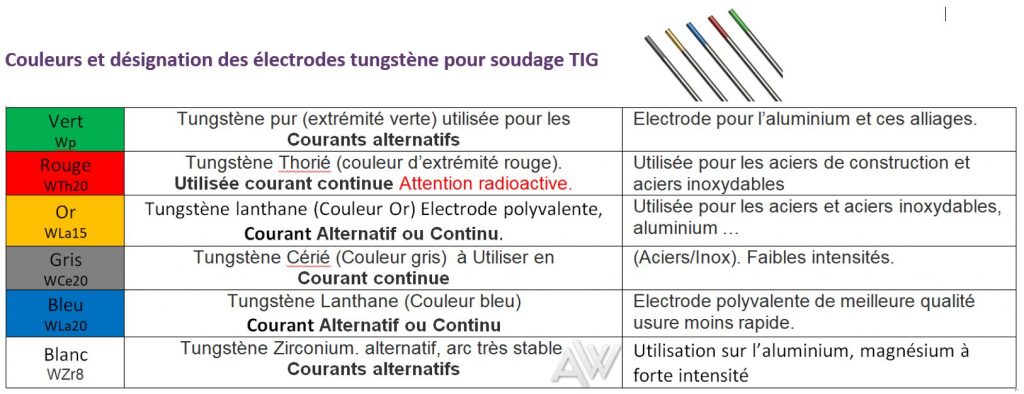
LE CHOIX DE L’ÉLECTRODE
Il existe plusieurs types d’électrodes non fusibles qui peuvent être utilisées en soudage T.I.G
La Température de fusion du tungstène et de environ ~3450°C.
Pour plus d’informations vous pouvez consulter la page https://www.rocdacier.com/couleurs-designation-electrodes-tungstene-soudage-tig/
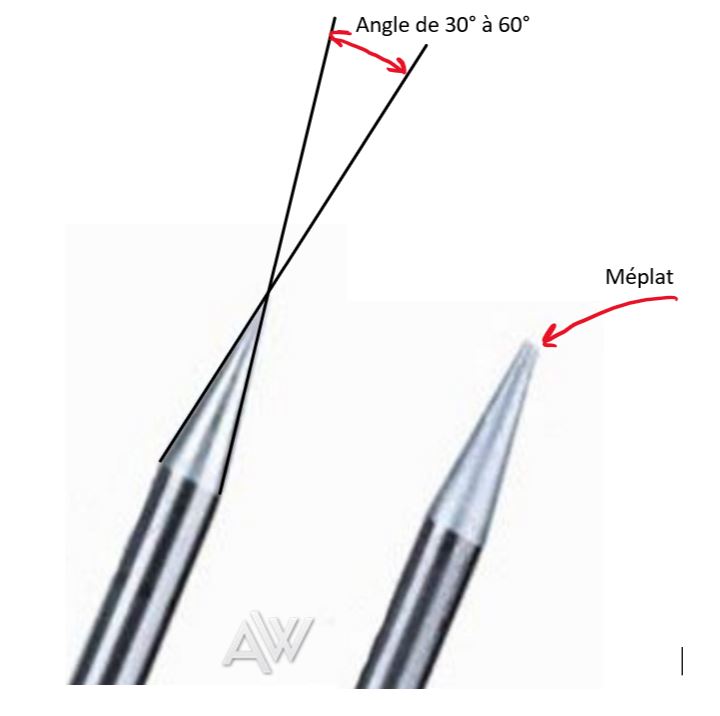
L’AFFÛTAGE DE L’ÉLECTRODE INFUSIBLE POUR LE SOUDAGE TIG DES ACIERS EN COURANT CONTINUE.
La préparation géométrique de la pointe de l’électrode infusible est une variable importante.
L’affûtage est exécuté à l’aide d’une meuleuse à grain fin avec récupération des poussières.
L’affûtage de l’électrode est réalisé par un cône avec un angle compris entre 30 et 60 degrés. Les stries d’usinage ou de meulage doivent être dans le sens longitudinal de l’électrode.
Hauteur de la pointe 1,5 à 3 fois le diamètre de l’électrode.
La pointe d’extrémité du cône doit être adoucie pour supporter les densités de courant.
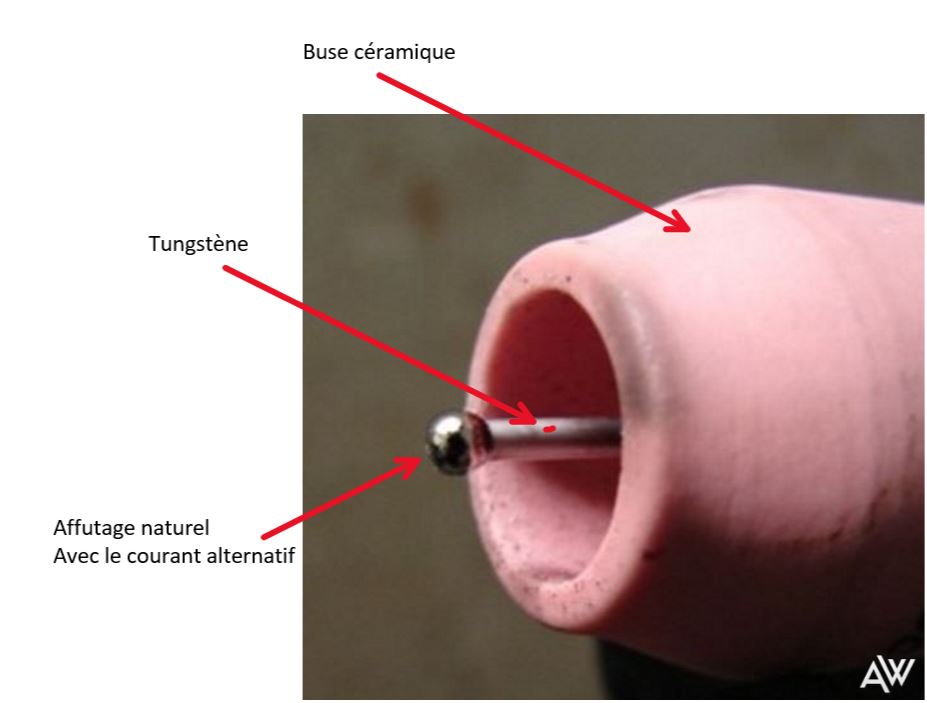
L’AFFÛTAGE DE L’ÉLECTRODE INFUSIBLE POUR LE SOUDAGE TIG DES ALLIAGE LÉGER
Pour la soudure des alliages léger ( Aluminium, Magnésium… ) nous allons souder en courant alternatif ( C.A ) le bout de l’électrode doit être hémisphérique.
Pour obtenir un tel profil, on amorce un arc sur une plaque assez épaisse pour absorber la chaleur qui sera générée et on maintient une intensité assez élevée pour faire fondre l’extrémité de l’électrode.
LES RÉGLAGES DE BASE:
1 les paramétrages du poste AC/DC 210 SAF PRO

Comprendre la courbe de réglage :
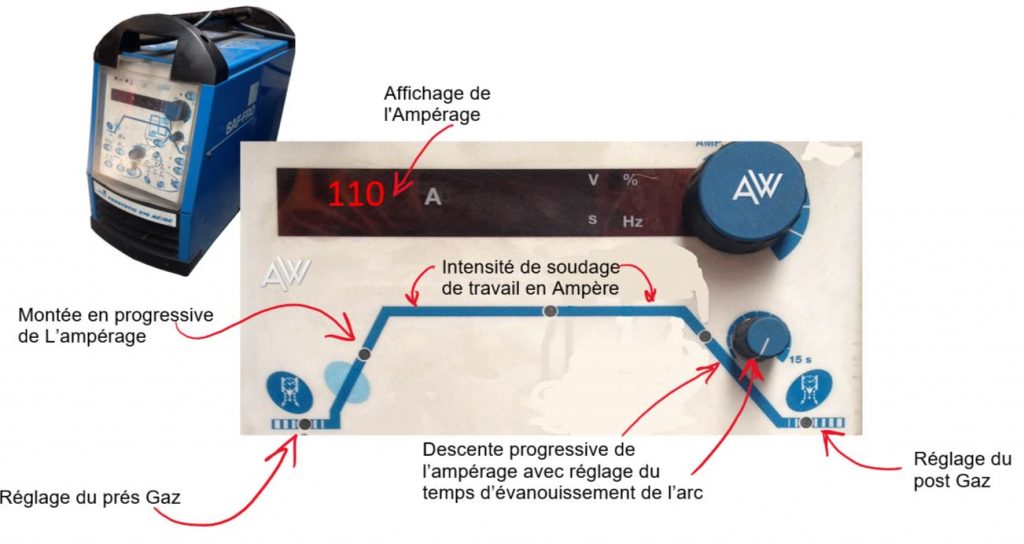
Le pré-gaz :
Quand le soudeur actionne la gachette de la torche de soudage T.I.G, il déclenche la temporisation du cycle de pré-gaz qui permet de chasser l’air ambiant présent à l’intérieur de la buse, pendant un temps de 1 à 10 secondes. Le temps moyen est de 2 secondes. Sur chantier 5 secondes selon la longueur des raccords.
L’amorçage de soudage et la montée en intensité de l’arc :
Après la fin du temps de pré-gaz, l’arc s’amorce (début de l’arc) sur la pièce soit par l’intermédiaire d’un courant à haute fréquence, soit par contact avec l’électrode et la pièce. La montée progressive de l’intensité de soudage et programmée sur le poste par l’utilisateur. Elle permet le préchauffage de la zone avant formation du bain de fusion de la soudure
Intensité de soudage :
La valeur programmée de l’intensité de soudage est à son maximum suivent les réglages de l’opérateur. Cette valeur est sélectionnée en fonction du matériau et de son épaisseur et de la position de soudage.
Intensité de soudage :La valeur programmée de l’intensité de soudage est à son maximum suivent les réglages de l’opérateur. Cette valeur est sélectionnée en fonction du matériau et de son épaisseur et de la position de soudage.
Evanouissement de l’arc électrique de soudage :
Quand le soudeur relâche la gâchette de la torche ou actionne cette gâchette si soudure en 4 temps. Le cycle d’évanouissement de l’arc de soudage de déclenche. La descente progressive est programmée par le soudeur par une temporisation. Cette fonction permet de limiter ou d’éliminer le cratère, retassure de fin de soudure.
Le temps moyen d’évanouissement de l’arc et de 5 secondes elle est fonction de l’intensité de soudage et des matériaux.
Le postegaz :
La temporisation du cycle de poste gaz permet de protéger (inerter) l’électrode de tungstène et de la zone soudée après l’extinction de l’arc électrique pendant un temps de 3 à 30 secondes pour limiter l’oxydation par l’air ambiant.
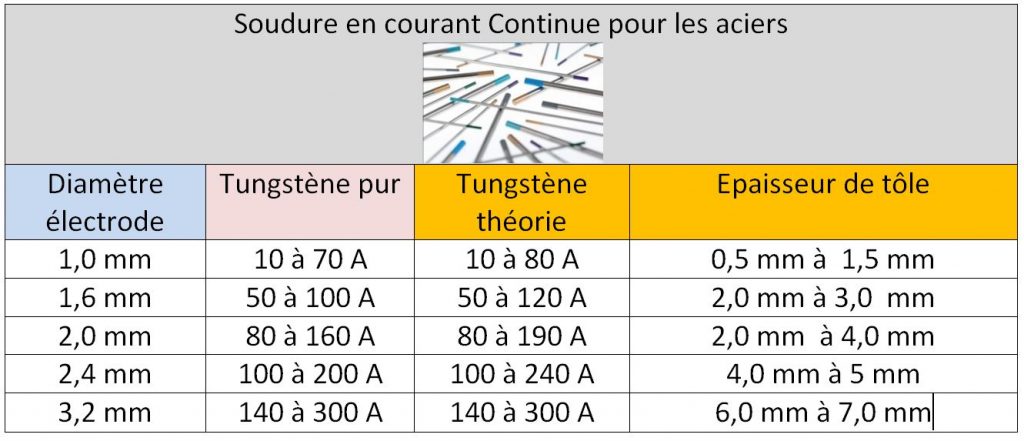
Ampérage en fonction du diamètre de l’électrode.
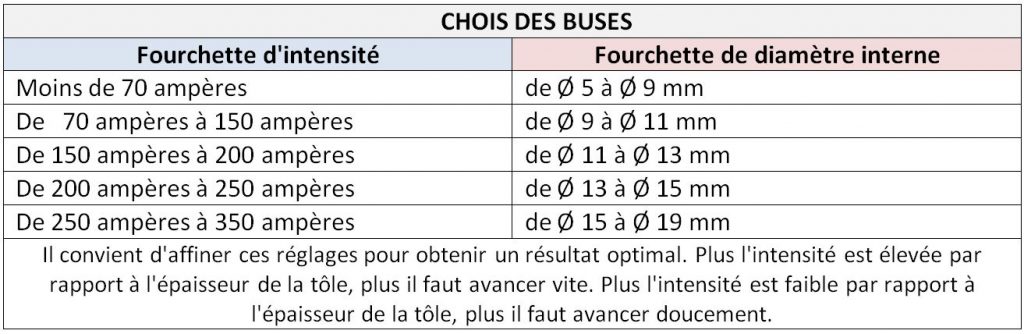
LES BUSES:
Céramique (couleur rose foncé et brun clair)
Alumine (couleur rose)
Corindon (couleur blanche)
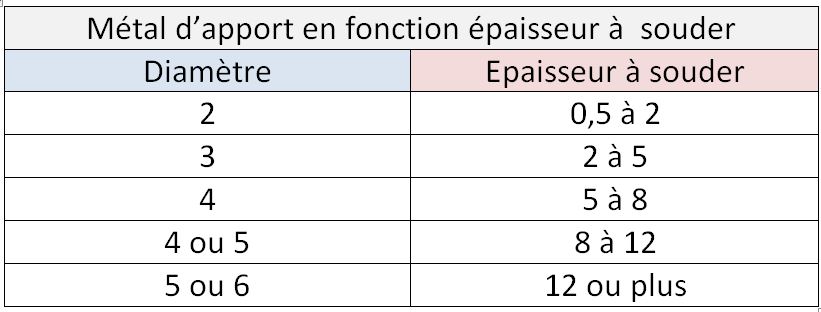
CHOIS DU DIAMÈTRE DU MÉTAL D’APPORT:
La composition des baguettes d’apport doit s’apparenter le plus possible à celle du métal de base de façon que le mélange soit homogène. Les baguettes de métal d’apport utilisées doivent être spécifiques au soudage TIG : les baguettes d’apport en acier recouvertes d’une couche de cuivre et utilisées en soudage oxyacétylénique sont déconseillées parce qu’elles entraînent l’inclusion d’impuretés.
RÉGLAGE DU DÉBIT DE GAZ :
Petite vidéo sur le mode opératoire.
Ici vous pouvez retrouver l’ensemble des documentations sur le soudage TIG:
Ici vous pouvez trouver une belle formation sur le soudage T.I.G => https://youtu.be/7QJ3YLjkxqg
Merci a Rocdacier pour cette page : https://www.rocdacier.com/cours-soudure-tig/